
Применение искусственного интеллекта для реализации алгоритмов потенциала негативности рассогласования в промышленных автоматизированных системах прогнозируемого обслуживания
Для цитирования:
- Чесалов А.Ю. Применение искусственного интеллекта для реализации алгоритмов потенциала негативности рассогласования в промышленных автоматизированных системах прогнозируемого обслуживания // Открытое образование . 2025; 29 (3): 11-21. https://doi.org/10.21686/1818-4243-2025-3-11-21
- Свидетельство о государственной регистрации программ для ЭВМ № 2025683341 Российская Федерация. Программа машинного обучения, реализующая алгоритм потенциала негативности рассогласования для систем прогнозируемого обслуживания / А.Ю. Чесалов (RU); правообладатель ООО «Программные системы Атлансис» (RU). – № 2025663098/69 : заявлено 26.05.2025: опубликовано 03.09.2025. Бюл. № 9. – 1 с. http://www1.fips.ru/fips_servl/fips_servlet?DB=EVM&DocNumber=2025683341
***
Постановка проблемы. Одна из актуальных проблем промышленной автоматизации заключается в том, что работа немногих имеющихся на Российском рынке систем прогнозируемого обслуживания, как правило, основывается на сборе и анализе данных оборудования без учета совместного воздействия внутренних и внешних факторов. В текущих экономических условиях необходим обоснованный выбор и применение новых технологий искусственного интеллекта для исследования и реализации базовых принципов потенциала негативности рассогласования, которые откроют новые горизонты для повышения эффективности и надежности промышленных автоматизированных систем прогнозируемого или предписывающего обслуживания многостадийных технологических процессов. Моделирование автоматических реакций на изменения окружающей среды и прогнозирование отказов позволит создать адаптивные системы, которые существенно снизят риски возникновения сбоев и аварий, а также будут способствовать оптимизации производственных ресурсов и снижению эксплуатационных затрат.
Цель. Исследовать возможность применения технологий искусственного интеллекта для реализации алгоритмов, созданных на основе потенциала негативности рассогласования (англ. mismatch negativity, MMN) и возможности их применения в промышленных автоматизированных системах прогнозируемого или предписывающего обслуживания, а также разработать базовый MMN-алгоритм и реализовать его на языке программирования Python.
Результаты. Разработан алгоритм, реализующий базовые принципы потенциала негативности рассогласования. Определена практическая необходимость применения данного вида алгоритма, основанных на нейрофизиологических механизмах обработки сенсорной информации в мозге человека, для обнаружения аномалий в работе промышленного оборудования, вызванных внешними факторами, такими как температура, влажность, вибрации и электромагнитные помехи, что позволяет решить следующие задачи промышленной автоматизации: обнаружение аномалий; моделирование воздействия окружающей среды; оптимизация эксплуатационных процессов; прогнозирование отказов; адаптация к изменяющимся условиям. Предложена базовая архитектура автоматизированной системы, учитывающая необходимость использования программных алгоритмов потенциала негативности рассогласования, которая состоит из модулей верификации данных, обучения модели, обнаружения аномалий, прогнозной модели, визуализации и модуля интеграции с другими производственными информационными и автоматизированными системами. В работе также представлен программный код реализации базового MMN-алгоритма на языке Python.
Практическая значимость. Результаты исследования могут быть использованы для проектирования промышленных автоматизированных систем прогнозируемого или предписывающего обслуживания, в которых точность и время принятия решения играют важную роль.
***
Введение
Промышленные системы, производственные линии и оборудование подвержены влиянию множества факторов окружающей среды, таких как температура, влажность, вибрации и электромагнитные помехи. Эти факторы могут приводить к постепенному ухудшению состояния оборудования, что влечет за собой риски аварий и простоев. Традиционные методы мониторинга и диагностики часто оказываются недостаточно эффективными для своевременного выявления аномалий, особенно в условиях динамически изменяющейся среды.
Одна из проблем современной автоматизации заключается в том, что работа немногих имеющихся на Российском рынке автоматизированных систем прогнозируемого или предписывающего обслуживания основывается, чаще всего, на сборе, анализе и построении прогнозной аналитики конкретного оборудования или комплекса взаимосвязанного оборудования (например, производственной линии) без учета воздействия внешних факторов, влияние которых, порой, не очевидно, но в рамках промышленных кластеров или экосистем огромно.
Пример из личной практики. Промышленное предприятие производит проволоку. При ее производстве возникает брак и, естественно у предприятия проблемы с заказчиками и убытки. Анализ информации, предоставленной системой прогнозируемого обслуживания, полученной с датчиков производственной линии не дал никаких результатов. Тогда, было принято решение установить дополнительные датчики (регистрирующих вибрацию, температуру, влажность и давление) в цеху и прилегающих к нему помещениях. Результат всех удивил. К цеху, где производится проволока прилегал цех выплавки, а к цеху выплавки прилегало большое складское помещение, где осуществлялась погрузка и разгрузка медных слитков. Так вот, оказалось, что на качестве выплавляемой продукции сказываются отрытые долгое время ворота складского цеха зимой, когда осуществляется погрузка и разгрузка слитков. А на качество проволоки в свою очередь влияет температурные условия цеха выплавки и качество исходного сырья для нее. Таким образом, за счет установки дополнительных датчиков удалось определить причину брака проволоки, а установкой воздушных шлюзов между помещениями удалось устранить причину брака и повысить качество выпускаемой продукции.
Всего этого можно было бы избежать, если бы системой прогнозируемого обслуживания собиралась и анализировалась информация не только с конкретного оборудования, но и с внешних датчиков.
Анализ технологий проектирования автоматизированных систем прогнозируемого в промышленности
Несомненно, существует множество научно-исследовательских работ, посвященных кибер-физическим системам, автоматизации производства и прогнозируемому обслуживанию. Так, например, в работах [[1], [2], [3], [4], [5]] произведен анализ современных тенденций и достижений в области развития интеллектуальных систем и систем прогнозируемого обслуживания в условиях использования больших данных, собираемых с устройств промышленного Интернета вещей. Интеллектуальное производство на основе данных (англ. Data-driven smart manufacturing (DDSC)) — это подход, при котором данные становятся ключевым ресурсом для принятия решений и управления производственными процессами. Основной акцент в публикациях делается на объединении больших данных и аналитических подходов для повышения эффективности производственных процессов, сокращения издержек и улучшения качества выпускаемой продукции. В исследованиях отмечается важность создания современных инструментов прогнозирования, которые позволят обеспечить стабильную работу и высокую производительность промышленных объектов. Это достигается за счет внедрения технологий машинного обучения, анализа больших объемов данных, облачных платформ и промышленного Интернета вещей. Особое внимание уделяется тому, что ключевым элементом современного производства является система прогнозируемого технического обслуживания, которая позволяет своевременно определять вероятность возникновения поломки и предотвращать сбои промышленного оборудования.
Работы [[6], [7], [8], [9], [10]] посвящены разработке архитектур киберфизических систем (англ. Cyber-Physical Systems, CPS) для производственных систем (с учетом анализа внешних факторов воздействия на них), соответствующих концепции Индустрии 4.0. Авторы предлагают интегрированную структуру, которая объединяет физические и кибернетические компоненты для создания умных (интеллектуальных), автономных (самоуправляемых) и гибких производственных систем. Авторы подчеркивают необходимость создания интеллектуальных систем прогнозированного обслуживания производственных активов, а также использования искусственного интеллекта и машинного обучения для создания систем поддержки — принятия решений.
В работах [[11], [12], [13]] рассмотрены методы машинного обучения для решения задач прогнозирующего обслуживания в промышленных системах (с учетом внешних факторов, воздействующих на работу промышленного оборудования). Авторы предлагают подход, основанный на использовании нескольких классификаторов, который позволяет повысить точность прогнозирования отказов оборудования. В статьях рассматриваются различные алгоритмы машинного обучения, такие как метод опорных векторов, случайные леса и нейронные сети, и доказывается их эффективность использования на реальных промышленных данных. Основной вывод заключается в том, что комбинирование нескольких классификаторов позволяет достичь более высокой точности и надежности прогнозов. Такой подход способствует снижению затрат на техническое обслуживание, уменьшению простоев оборудования и повышению общей эффективности производственных процессов.
Тем не менее найти работы, которые бы объединили в себе использование новых технологий, созданных на основе исследования вопросов применения потенциала негативности рассогласования и искусственного интеллекта в автоматизированных системах, представляется затруднительным, в силу сложности реализации данной задачи и определенной специфики исследований данного направления работ.
Цель работы. Исследовать возможность применения технологий искусственного интеллекта для реализации алгоритмов (MMN-алгоритмов), созданных на основе потенциала негативности рассогласования (Mismatch Negativity, MMN) и возможности их применения в промышленных автоматизированных системах прогнозируемого и предписывающего обслуживания.
Анализ возможности применения технологий искусственного интеллекта для реализации алгоритмов (MMN-алгоритмов)
Современная нейрофизиология активно изучает процессы обработки сенсорной информации в мозге человека, которые происходят без участия сознательных усилий и фокусировки внимания. Одним из ключевых феноменов в этой области является так называемый потенциал негативности рассогласования — это автоматическая реакция мозга на отклонение от ожидаемого паттерна стимулов. Этот процесс происходит на уровне подсознания и не требует активного внимания. Тем не менее, этот механизм позволяет мозгу практически мгновенно (регистрируется через 100-250 мс после изменения стимула) и эффективно обнаруживать изменения в окружающей среде и принимать быстрые решения в экстремальных ситуациях, что имеет важнейшее значение для адаптации и выживания человека в окружающей его среде.
Что касается вопроса «мгновенной» передачи информации из окружающего нас мира в наше подсознание, то согласно исследованию, которое было проведено в Цзеюй Чжэн и Маркусом Майстером из Калифорнийского технологического института (работа опубликована в журнале Neuron), сенсорные системы человеческого тела собирают данные об окружающей среде со скоростью триллион бит в секунду (109 бит/с), что в 100 миллиардов раз быстрее, чем наши мыслительные процессы. По мнению ученых, человеческий мозг, работает в двух различных режимах: «внешний», когда мозг обрабатывает быстрые многомерные сенсорные и моторные сигналы, и «внутренний», когда мозг обрабатывает сокращенные до десятков бит/с сигналы, необходимые для управления поведением человека [[14]].
Гипотеза автора заключается в том, что основные принципы, которые лежат в основе реализации сознанием человека потенциала негативности рассогласования, могут быть адаптированы для создания интеллектуальных систем, способных выявлять отклонения в работе оборудования на ранних стадиях. Исследование механизмов сбора и анализа информации, а также реализация MMN-подобных алгоритмов должно осуществляться с применением современных технологий искусственного интеллекта (ИИ), что открывает новые возможности для автоматизации прогнозируемого и предписывающего обслуживания промышленного оборудования и повышения устойчивости промышленных систем к внешним воздействиям.
Применение MMN-подобных алгоритмов в промышленных автоматизированных системах для мониторинга и управления оборудованием в обычных и экстремальных условиях функционирования позволит решить следующие задачи прогнозируемого и предписывающего обслуживания:
- Обнаружение аномалий. Современные алгоритмы ИИ (например, основанные на рекуррентных нейронных сетях или трансформерах) могут быть обучены на больших объемах данных, собранных с промышленного оборудования и датчиков окружающей среды, чтобы выявлять аномалии в работе оборудования, вызванных изменением внешних факторов, таких как температура, влажность, вибрации или электромагнитные помехи. Что позволяет своевременно обнаруживать потенциальные сбои или неисправности, вызванные изменением внешних условий.
- Моделирование воздействия окружающей среды. С использованием данных о рассогласованиях, ИИ может создавать точные модели воздействия окружающей среды на оборудование. Эти модели могут учитывать различные сценарии и прогнозировать потенциальные негативные последствия.
- Оптимизация эксплуатационных процессов. На основе выявленных рассогласований, ИИ может предлагать оптимальные стратегии эксплуатации оборудования, которые минимизируют негативное воздействие окружающей среды и повышают надежность и долговечность оборудования.
- Прогнозирование отказов. Используя методы прогнозной аналитики, ИИ может предсказывать возможные сбои в работе оборудования на основе анализа внешних факторов. Это позволяет перейти от прогнозируемого к предписывающему обслуживанию, что снижает затраты и повышает надежность систем.
- Адаптация к изменяющимся условиям. Подобно тому, как мозг адаптируется к новым стимулам, промышленные системы могут использовать ИИ для автоматической настройки параметров работы оборудования в ответ на изменения окружающей среды. Например, при повышении температуры система может автоматически снизить нагрузку на оборудование или включить дополнительные охлаждающие механизмы.
Возвращаясь к вопросам изучению и пониманию когнитивных функций человека (внимание, ориентация, память, гнозис, исполнительные функции, праксис, язык, социальное познание и зрительно-пространственные навыки), и понимаю основных принципов работы MMN-алгоритмов, инженерам — программистам, которые будут работать в этой области, необходимо обратить свое внимание на когнитивную психологию и нейрофизиологию, которая занимается исследованием функций нервной системы, включая процессы кодирования, передачи и обработки информации в нейронных сетях человеческого мозга, а также механизмов, лежащих в основе системных функций, которые определяют поведение и реакции человека [[15]].
Когнитивная психология имеет важное значение в исследовании того, как мозг человека обрабатывает сенсорную информацию (схема представлена на рисунке 1). В современной науке она часто опирается на параллели между познавательными процессами у людей и принципами обработки данных в компьютерных системах.

Рис. 1. Система сбора и обработки информации человеческим сознанием
В процессе формирования когнитивной психологии как самостоятельной научной дисциплины [[16]], отмечается, что одним из ключевых исследователей, заложивших ее основы, стал Дж. А. Миллер. В 1956 году он совместно с Дж. С. Брунером организовал научный центр при Гарвардском университете, посвященный изучению когнитивных процессов. Основной задачей когнитивной психологии стало исследование механизмов обработки информации, которую человек получает из окружающей среды. Еще одним значимым ученым в этой области считается У. Г. Найссер. В 1976 году он предложил концепцию восприятия, где познание рассматривалось как активный процесс, включающий взаимодействие человека с внешним миром.
В исследовании [[17]] отмечается, что в современной когнитивной психологии компьютер рассматривается в качестве инструмента для моделирования процессов человеческого мышления и разработки систем искусственного интеллекта. Такие системы способны превосходить человека по ряду параметров, включая скорость и точность обработки информации, а также объем данных, которые могут быть сохранены и проанализированы.
В области нейрофизиологии в настоящее время выделяются три ключевые группы методов, которые используются для исследования структурной и функциональной организации нервной системы человека: морфологические, клинические и экспериментальные подходы.
Клиническая нейрофизиология, наряду с методами нейровизуализации, такими как позитронно-эмиссионная томография (ПЭТ), функциональная магнитно-резонансная томография (фМРТ) и однофотонно-эмиссионная компьютерная томография (ОФЭКТ), располагает широким спектром инструментов для анализа когнитивных функций. Среди них выделяются высокоплотная электроэнцефалография (ЭЭГ), магнитоэнцефалография (МЭГ), навигационная транскраниальная магнитная стимуляция (нТМС), а также вызванные потенциалы (ВП) различных модальностей.
Прежде чем перейти к исследованию потенциала негативности рассогласования, необходимо обратить внимание на такой метод исследования нервной системы, который называется «вызванные потенциалы».
В исследовании [[18]] вызванные потенциалы (или вызванный ответ, от англ. evoked potential, evoked response) описываются как электрические сигналы, регистрируемые в головном мозге человека в ответ на внешние стимулы различной модальности. Изучение вызванных потенциалов активно ведется с 1960-х годов.
Вызванные потенциалы, связанные с событиями (от англ. event-related potentials), представляют собой один из наиболее широко используемых типов когнитивных вызванных потенциалов. Они отражают электрическую активность мозга, возникающую в ответ на конкретные сенсорные или когнитивные стимулы из внешней среды. Эти потенциалы применяются для отслеживания активности мозга на различных уровнях — от базового сенсорного восприятия до сложных когнитивных процессов.
Нейрофизиологи фиксируют следующие виды вызванных потенциалов, используемых в клинической практике: слуховые вызванные потенциалы, зрительные вызванные потенциалы и соматосенсорные вызванные потенциалы.
К основным характеристикам вызванных потенциалов относятся латентный период (время задержки реакции), амплитуда (или площадь сигнала), полярность (отрицательная или положительная) и форма волны.
Вызванные потенциалы (представленные на рисунке 2), связанные с событиями, обладают стабильной и повторяемой формой сигнала, которая визуализируется в виде последовательности пиков. Положительные компоненты обозначаются буквой Р (например, Р100, Р200, Р300), а отрицательные — буквой N (например, N100, N200). Цифры в обозначениях указывают на латентный период (ЛП) пика, выраженный в миллисекундах.
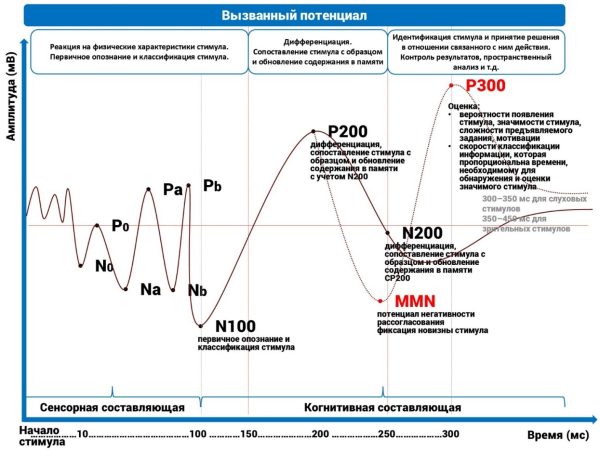
Рис. 2. Схематическое представление пиков положительных и отрицательных компонентов вызванного потенциала и потенциал негативности рассогласования
Как указано в исследовании [[19]], анализ таких компонентов, как Р300 и MMN, дает возможность выявить принципы функционирования мозга, которые лежат в основе обработки информации как в обычных, так и в экстремальных условиях, под влиянием внешних факторов. Эти компоненты позволяют изучить механизмы реакции, внимания, распознавания стимулов, принятия решений, прогнозирования событий, а также извлечения данных из памяти и другие когнитивные процессы.
Архитектура автоматизированной системы прогнозируемого обслуживания на основе MMN-алгоритмов
Основная задача создания MMN-подобных алгоритмов заключается в том, чтобы максимально точно зафиксировать механизмы обработки сенсорной информации из окружающей среды нервной системой человека, которые реализуются в экстремальных жизненных условиях. Эти алгоритмы необходимо перенести в новую архитектуру автоматизированной системы прогнозируемого или предписывающего обслуживания (которая представлена на рисунке 3), которая бы реализовывала (условно говоря) функциональные возможности человеческого тела по сбору и возможности человеческого сознания по обработке информации. В некотором смысле, архитектура автоматизированной системы была бы схожа с сенсорной (нервной) системой, которая с большой скоростью собирает огромное количество данных из окружающей среды, обрабатывает их и принимает своевременное решение. Это позволило бы в разы повысить точность прогнозов интеллектуальных аналитических систем, ускорить обнаружение неисправностей и сократить время принятия своевременных решений.

Рис. 3. Концептуальная архитектура автоматизированной системы прогнозируемого или предписывающего обслуживания с реализованными MMN-алгоритмами
Таким образом автоматизированная система прогнозируемого или предписывающего обслуживания, включающая MMN-алгоритмы, должна поддерживать реализацию следующих модулей (функциональных подсистем) и основных функций:
- Верификация данных
- Нормализация данных. Входные сигналы нормализуются для приведения к единому масштабу. Это может быть выполнено с помощью методов, таких как Min-Max нормализация или Z-нормализация.
- Фильтрация шумов. Для устранения шумов применяются фильтры, такие как фильтр низких частот (Low-pass filter) или вейвлет-преобразование. Это помогает выделить полезные сигналы и устранить высокочастотные шумы.
- Разделение данных. Данную процедуру необходимо производить для обучения основной модели, с целью ее дальнейшего тестирования.
- Обучение модели
- Архитектура модели. В зависимости от типа данных, используется глубокая нейронная сеть, например, авторегрессионная модель (ARIMA), рекуррентная нейронная сеть долгая краткосрочная память (англ. Long short-term memory, LSTM) или CNN (сверточная нейронная сеть). Модель обучается на нормализованных данных для предсказания следующих значений временного ряда.
- Функция потерь. В качестве функции потерь используется среднеквадратичная ошибка (MSE) или средняя абсолютная ошибка (MAE), чтобы минимизировать разницу между предсказанными и реальными значениями.
- Обучение с учителем: Модель обучается на данных, где аномалии отсутствуют, чтобы научиться предсказывать нормальное поведение системы.
- Обнаружение аномалий
- Предсказание значений. Модель предсказывает значения временного ряда на основе предыдущих данных.
- Вычисление потенциала негативности рассогласования. Рассогласование вычисляется, как разница между реальными и предсказанными значениями.
- Пороговое значение. Устанавливается пороговое значение для рассогласования. Если MMN превышает порог, это свидетельствует о наличии аномалии. Порог может быть определен статистически.
- Прогнозная модель для оценки вероятности отказа оборудования [[20]]
- Классификация аномалий. Выявленные аномалии классифицируются по степени их серьезности. Например, аномалии могут быть разделены на «незначительные», «средние» и «критические».
- Прогнозная модель. На основе исторических данных о выявленных аномалиях строится прогнозная модель, которая оценивает вероятность отказа оборудования. Для этого может быть использован метод логистической регрессии или градиентный бустинг.
- Оценка вероятности отказа. Модель оценивает вероятность отказа оборудования на основе частоты и классификации аномалий.
- Визуализация и отчетность
- Визуализация аномалий. Результаты обнаружения аномалий визуализируются с помощью графиков временных рядов, где аномалии выделяются цветом или маркерами.
- Отчетность. Формируется отчет, содержащий информацию о выявленных аномалиях, их серьезности и вероятности отказа оборудования.
Для имитации механизмов обработки сенсорной информации, как в мозге человека, в автоматизированную систему прогнозируемого или предписывающего обслуживания, включающую MMN-алгоритмы, должны быть встроены следующие элементы:
- Механизмы внимания. Внедрение механизмов внимания в нейронные сети для фокусировки на наиболее важных сигналах. Это позволяет системе выделять ключевые показатели, которые могут указывать на аномалии.
- Адаптивное обучение. Модель должна адаптироваться к изменениям в данных (например, износ оборудования, изменение внешних условий). Это достигается за счет непрерывного обновления модели на основе новых данных.
- Быстрая реакция на рассогласование. Алгоритм должен быстро реагировать на рассогласование между ожидаемыми и фактическими значениями. Это достигается за счет использования легковесных моделей и оптимизированных алгоритмов.
К преимуществам предложенной архитектуры автоматизированной системы прогнозируемого или предписывающего обслуживания можно отнести: высокую точность обнаружения аномалий, за счет использования MMN-алгоритма, механизмов внимания, быстрой реакции на рассогласование и имеющиеся адаптивные механизмы переобучения моделей, а также возможности оценки вероятности выхода из строя оборудования.
Представленный MMN-алгоритм, позволяет не только обнаруживать аномалии, но и оценивать вероятность отказа оборудования на основе выявленных аномалий. Это делает автоматизированную систему более эффективной в части прогнозируемого обслуживания, так как она предоставляет инженерам информацию о потенциальных рисках и помогает принимать своевременные решения. Также к преимуществам такого алгоритма можно отнести то, что он может быть доработан и адаптирован под конкретные задачи и типы данных (временные ряды, изображения, звук и т.д.).
Заключение
Применение автоматизированных систем, реализующих MMN-алгоритмы, особенно актуально для промышленных предприятий атомной, космической, металлургической, топливно-энергетической и химической отраслей экономики. Кроме того, это направление исследований очень важно, как для медицины, так и для робототехники. Например, объединение технологий искусственного интеллекта и данных мониторинга электроэнцефалограммы, с помощью которой производят оценку работы функций головного мозга, позволит создавать новые нейроинтерфейсы, биоэлектрические и миоэлектрические протезы, коллаборативных роботов (коботов) и многое другое [[21]].
Как мы с вами видим, перспективы применения ИИ для реализации MMN-подобных алгоритмов в промышленных системах открывает новые горизонты для повышения их надежности и эффективности работы. Однако остаются вызовы, связанные с необходимостью: разработки новых подходов для сбора больших объемов данных с большого числа внутренних и внешних датчиков, и их эффективного анализа; научных исследований и совершенствования MMN-алгоритмов; разработки новых алгоритмов, реализующих механизмы внимания для фокусировки на наиболее важных сигналах; совершенствования механизмов адаптивного обучения.
Дальнейшие исследования в этой области могут быть направлены на разработку более сложных ИИ-моделей, способных учитывать множественные внутренние и внешние факторы и их взаимосвязи, что позволит создавать еще более надежные и интеллектуальные промышленные системы. А в последствии на разработку более компактных и энергоэффективных моделей для промышленных автоматизированных систем реального времени.
Применение современных технологий искусственного интеллекта для реализации базовых принципов потенциала негативности рассогласования, открывает новые горизонты для повышения эффективности и надежности промышленных экосистем систем. Моделирование автоматических реакций на изменения окружающей среды позволяет создавать адаптивные системы, способные быстро и эффективно реагировать на внешние воздействия. Это не только снижает риски сбоев и аварий, но и способствует оптимизации производственных ресурсов и снижению эксплуатационных затрат, что позитивно сказывается на себестоимости продукции и капитализации промышленных предприятий.
Результаты исследования могут быть использованы при проектировании промышленных автоматизированных систем прогнозируемого и предписывающего обслуживания.
Список литературы
[1] . Jay Lee, Edzel Lapira, Behrad Bagheri, Hung-an Kao. Recent advances and trends in predictive manufacturing systems in big data environment. Manufacturing Letters,Volume 1, Issue 1, 2013, Pages 38-41, ISSN 2213-8463, https://doi.org/10.1016/j.mfglet.2013.09.005. [Электронный ресурс]. 2013. — URL: https://www.sciencedirect.com/science/article/pii/S2213846313000114 (дата обращения: 18.03.2025)
[2] . Fei Tao, Qinglin Qi, Ang Liu, Andrew Kusiak. Data-driven smart manufacturing. Journal of Manufacturing Systems, Volume 48, Part C, 2018, Pages 157-169, ISSN 0278-6125, https://doi.org/10.1016/j.jmsy.2018.01.006. [Электронный ресурс]. 2018. — URL: https://www.sciencedirect.com/science/article/pii/S0278612518300062 (дата обращения: 18.03.2025)
[3] . Zhang, Y., Huang, T. & Bompard, E.F. Big data analytics in smart grids: a review. Energy Inform 1, 8 (2018). https://doi.org/10.1186/s42162-018-0007-5. [Электронный ресурс]. 2018. — URL: https://www.researchgate.net/publication/326996236_Big_data_analytics_in_smart_grids_a_review (дата обращения: 18.03.2025)
[4] . Kusiak, A. Smart manufacturing must embrace big data. Nature, 544(7648), 23-25. DOI: 10.1038/544023a [Электронный ресурс]. 2018. — URL: https://www.researchgate.net/publication/315792168_Smart_Manufacturing_Must_Embrace_Big_Data (дата обращения: 18.03.2025)
[5] . Jayavardhana Gubbi, Rajkumar Buyya, Slaven Marusic, Marimuthu Palaniswami. Internet of Things (IoT): A vision, architectural elements, and future directions. Future Generation Computer Systems, Volume 29, Issue 7, 2013, Pages 1645-1660, ISSN 0167-739X, https://doi.org/10.1016/j.future.2013.01.010. [Электронный ресурс]. 2013. — URL: https://www.sciencedirect.com/science/article/abs/pii/S0167739X13000241 (дата обращения: 18.03.2025)
[6] . Jay Lee, Behrad Bagheri, Hung-An Kao. A Cyber-Physical Systems architecture for Industry 4.0-based manufacturing systems. Manufacturing Letters,Volume 3, 2015, Pages 18-23, ISSN 2213-8463, https://doi.org/10.1016/j.mfglet.2014.12.001. [Электронный ресурс]. 2015. — URL: https://www.sciencedirect.com/science/article/pii/S221384631400025X (дата обращения: 18.03.2025)
[7] . Lihui Wang, Martin Törngren, Mauro Onori. Current status and advancement of cyber-physical systems in manufacturing. Journal of Manufacturing Systems, Volume 37, Part 2, 2015, Pages 517-527, ISSN 0278-6125, https://doi.org/10.1016/j.jmsy.2015.04.008. [Электронный ресурс]. 2015. — URL: https://www.sciencedirect.com/science/article/pii/S0278612515000400 (дата обращения: 18.03.2025)
[8] . Yuqian Lu, Xun Xu, Lihui Wang. Smart manufacturing process and system automation – A critical review of the standards and envisioned scenarios. Journal of Manufacturing Systems, Volume 56, 2020, Pages 312-325, ISSN 0278-6125, https://doi.org/10.1016/j.jmsy.2020.06.010. [Электронный ресурс]. 2020. — URL: https://www.sciencedirect.com/science/article/pii/S027861252030100X (дата обращения: 18.03.2025)
[9] . Zhou, K., Liu, T., & Zhou, L. Industry 4.0: Towards future industrial opportunities and challenges. In 2015 12th International Conference on Fuzzy Systems and Knowledge Discovery (FSKD), 2147-2152. DOI: 10.1109/FSKD.2015.7382284 [Электронный ресурс]. 2015. — URL: https://ieeexplore.ieee.org/document/7382284 (дата обращения: 18.03.2025)
[10] . Xu, L. D., Xu, E. L., & Li, L. Industry 4.0: state of the art and future trends. International Journal of Production Research, 56(8), 2941-2962. DOI: 10.1080/00207543.2018.1444806 [Электронный ресурс]. 2018. — URL: https://www.tandfonline.com/doi/full/10.1080/00207543.2018.1444806 (дата обращения: 18.03.2025)
[11] . Susto, G. A., Schirru, A., Pampuri, S., McLoone, S., & Beghi, A. (2015) Machine learning for predictive maintenance: A multiple classifier approach. IEEE Transactions on Industrial Informatics, 11(3), 812-820. DOI: 10.1109/TII.2014.2349359. [Электронный ресурс]. 2015. — URL: https://www.researchgate.net/publication/277723565_Machine_Learning_for_Predictive_Maintenance_A_Multiple_Classifier_Approach (дата обращения: 18.03.2025)
[12] . Panagiotis Mallioris, Eirini Aivazidou, Dimitrios Bechtsis. Predictive maintenance in Industry 4.0: A systematic multi-sector mapping. CIRP Journal of Manufacturing Science and Technology, Volume 50, 2024, Pages 80-103, ISSN 1755-5817, https://doi.org/10.1016/j.cirpj.2024.02.003. [Электронный ресурс]. 2024. — URL: https://www.sciencedirect.com/science/article/pii/S1755581724000221 (дата обращения: 18.03.2025)
[13] . Andrew K.S. Jardine, Daming Lin, Dragan Banjevic. A review on machinery diagnostics and prognostics implementing condition-based maintenance. Mechanical Systems and Signal Processing, Volume 20, Issue 7, 2006, Pages 1483-1510, ISSN 0888-3270, https://doi.org/10.1016/j.ymssp.2005.09.012. [Электронный ресурс]. 2006. — URL: https://www.sciencedirect.com/science/article/pii/S0888327005001512 (дата обращения: 18.03.2025)
[14] . Zheng J, Meister M. The unbearable slowness of being: Why do we live at 10 bits/s? Neuron. 2025 Jan 22;113(2):192-204. doi: 10.1016/j.neuron.2024.11.008. Epub 2024 Dec 17. PMID: 39694032; PMCID: PMC11758279. [Электронный ресурс]. 2025. — URL: https://arxiv.org/html/2408.10234v2 (дата обращения: 18.03.2025)
[15] . Дорогина О.И. Нейрофизиология : учеб. пособие / О. И. Дорогина ; М-во науки и высш. образования Рос. Федерации, Урал. федер. ун-т. — Екатеринбург : Изд-во Урал. ун-та, 2019. — 100 с. — URL: https://elar.urfu.ru/bitstream/10995/77151/1/978-5-7996-2619-8_2019.pdf (дата обращения: 18.03.2025)
[16] . Манцулич Валерия Валерьевна. История становления когнитивной психологии и развития взглядов на проблему когнитивных и метакогнитивных способностей личности. Московский городской педагогический университет, Москва, Россия, 2022. Электронный ресурс] cyberleninka.ru — URL: https://cyberleninka.ru/article/n/istoriya-stanovleniya-kognitivnoy-psihologii-i-razvitiya-vzglyadov-na-problemu-kognitivnyh-i-metakognitivnyh-sposobnostey-lichnosti (дата обращения: 17.03.2025)
[17] . Когнитивная психология. Учебник для вузов / Под ред. В.Н.Дружинина, Д.В. Ушакова. — М.: ПЕР СЭ, 2002. — 479 с.
[18] . Вызванные потенциалы мозга (ВП). [Электронный ресурс]. cmi.to — URL: https://cmi.to/ вызванные-потенциалы/ (дата обращения: 17.03.2025)
[19] . Березина И.Ю., Михайлов А.Ю., Горецкая Т.А. и др. Применение вызванных потенциалов, связанных с событием (Р300), у лиц, злоупотребляющих психоактивными веществами // Вопросы наркологии. 2020. № 12. С. 19–43. DOI: https://doi.org/10.47877/0234-0623_2020_12_19
[20] . Guansong Pang, Chunhua Shen, Longbing Cao, and Anton van den Hengel. 2020. Deep Learning for Anomaly Detection: A Review. ACM Comput. Surv. 1, 1, Article 1 (January 2020), 36 pages. https://doi.org/10.1145/3439950
[21] . Шустов Д.И., Федотов И.А., Кряжкова Д.Ю. Использование потенциала негативности рассогласования при диагностике психозов: систематический обзор метаанализов. ФГБУ «НМИЦ ПН им. В.П. Сербского» Минздрава России, 2024. [Электронный ресурс]. psychiatr.ru — URL: https://psychiatr.ru/files/magazines/2024_08_scp_2423.pdf (дата обращения: 17.03.2025)